| Update - 26 Feb 2021 |
| Update - 26 Feb 2021 |
射出成形金型抜き勾配射出成形品の抜き勾配は成形(離型)時だけでなく、金型加工の際にも非常に重要な項目です。よく見かけるのは「一般抜き勾配=1°」などのように 1種類だけ指示されているものですが、部品形状や表面処理、成形性などを考慮すると、下記の原則に従って数種類の抜き勾配を指示する必要があります。
1. 一般的な抜き勾配離型だけを考えれば、できるだけ大きな抜き勾配が良いが、製品設計としては抜き勾配を小さくしたい場合も多くあります。部品形状や金型の表面処理の違いによる一般的な抜き勾配は下表を参考にしてください。 ボスやリブの抜き勾配は製品の先端寸法と角度で指示してください。先端寸法と根元寸法の両方で指示されたデータや図面をよく見かけますが、このような方法では金型加工の際、高さの異なるボスやリブ毎に角度を調整した加工用の刃物を準備しなければならず、金型加工の効率が悪くなってしまいます。 逆にいえば、設計者がそこまで考慮して抜き勾配を指示することによって、加工用の刃物角度が数種類に統一でき、金型加工の効率も良くなるので、金型費のコストダウンにもつながります。 表1-1 一般的な抜き勾配
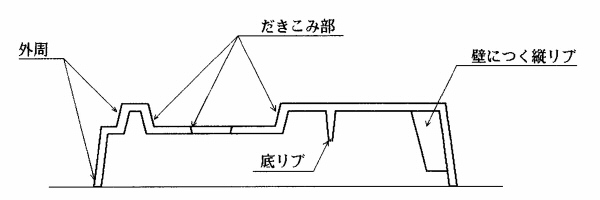
図1-1 抜き勾配の指定 2. エッチング加工部の抜き勾配エッチング加工部の抜き勾配はカジリ防止のためであるが、それだけでは防止できない。そのため、下記の事項については製品設計時、金型打ち合わせ時に徹底する必要があります。
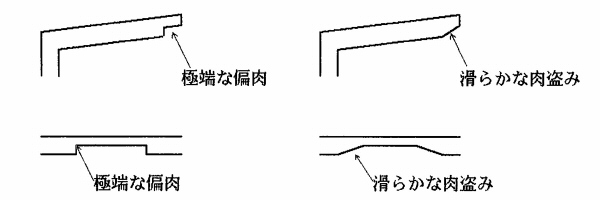
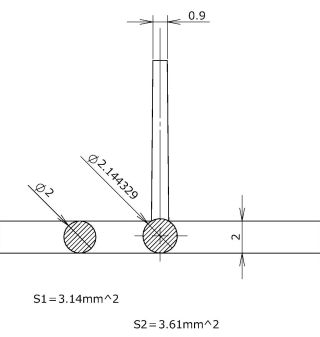
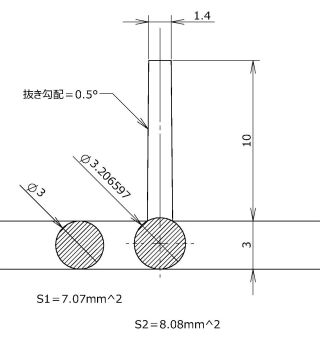
図2-1 肉盗みの形状 補強リブや一般的なリブの根元も肉厚が不均一となる部分であり、ヒケや色ムラが発生しやすい。リブがある部分の肉厚変化(図2-2 に示す S1 および S2 の面積比)は概ね S2/S1≦1.15 とするのがよい。(図2-2 参照)もちろん、成形条件によって異なるので、ひとつの目安と考えてください。
S2/S1≦1.15: ヒケOK 1.15<S2/S1≦1.3: ヒケ発生の危険 1.3<S2/S1: ヒケ発生 図2-2 ヒケ発生の判定 設計的に許されるなら、リブの根元寸法はベース肉厚の 1/2 以下、リブの高さはベース肉厚の 3倍以内としてください。インターネットなどで検索すると、ベース肉厚の 2/3 までOK書いてある資料もありますが、ほとんどの場合はヒケが発生しますので、何らかの対策が必要です。 |
| Copyright (C) 1997 - 2026 龍菜 Ryu-na Design and Engineering All rights reserved |